|
|
================================== Rev 1.06 - 2022/04/01
(a) Eingabe 999 - öffnet dieses Dokument.>
(b) Alle Funktionen können durch Eingabe der Zahl Null oder Drücken der Eingabetaste in eine Leerzeile abgebrochen werden.
Sobald ein Befehl gestartet wurde, kann er durch Drücken von Mach3 STOP oder E-STOP abgebrochen werden.
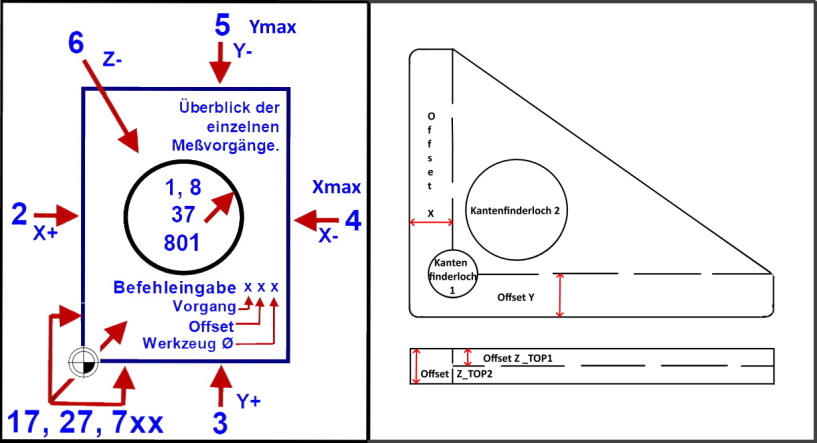
(c) Die Befehlseingabe besteht aus einer 1-, 2- oder 3-stelligen Zahl..
(d) X-Min oder Y-Min ist die Seite des Werkstücks, die den niedrigsten X- oder Y-Positionswert aufweist.
Dies ist normalerweise dort, wo X = 0,0000 oder Y0,0000 festgelegt ist.
(e) X-Max oder Y-Max ist die Seite des Werkstücks, die den größten X- oder Y-Positionswert aufweist.
Dies wird hauptsächlich für die Ermittlung der Werkstückgröße verwendet und wird in der Regel nicht auf Null gestellt.
(f) Z-Top ist die Oberseite des Werkstücks, wie sie vom Kantenfinder oder dem Werkstück selbst referenziert wird.
Der Versatz zu Z0 hängt von der Höhe der Berührungsfläche über der Werkstückoberfläche ab.
Die Oberseite des Werkstücks ist normalerweise Z0.0000.
(g) Die meisten Kantenfinder-Funktionen können auf verschiedene Arten ausgeführt werden.
Im Allgemeinen sind die einstelligen Funktionen die Hauptfunktionen,
und sie stellen dem Bediener zusätzliche Fragen zum Kantenfinder-Offset und zur Werkzeuggröße, bevor der Meßvorgang startet.
Die zweistelligen Funktionen von 11 bis 16 sind die Umkehrung der Primärfunktionen 1 bis 6.
Beispielsweise findet FCN-2 X-MIN und setzt diese Kante auf Null (X0). FCN-12 findet X-MIN und meldet seine Position in Bezug auf den aktuellen X0.
Ein weiteres Beispiel: FCN-4 findet X-MAX und meldet seine Position in Bezug auf X0, wobei FCN-14 X-MAX findet und diese Kante auf Null (X0) setzt.
Die verbleibenden zweistelligen Befehle (17, 27, 37) bieten schnellen Zugriff auf eine Funktion und übernehmen Standardwerte für Versatz und Werkzeugdurchmeßer. Diese Befehle starten sofort nach dem Drücken der Eingabetaste. Standardwerte können nur im HiddenScript-Code vom Benutzer geändert werden.
Die dreistelligen Befehle bieten schnellen Zugriff auf eine Funktion, bei der die zweite und dritte Ziffer den gewünschten Versatz bzw. Werkzeugdurchmeßer auswählen. Diese Befehle starten sofort nach dem Drücken der Eingabetaste. Siehe FCN-99 für Details.
Hinweis: Wenn eine dieser Kantenfinder-Funktionen nicht wie beschrieben funktioniert, senden Sie bitte eine E-Mail der Fehlerberschreibungan cnc@vancura.biz .
Zurück zum Seitenanfang
==================================
FCN 1
X0 / Y0 mit Kantenfinderloch; setzt X&Y = 0
Diese Routine verwendet das Kantenfinderloch und um die Werkstückecke X0&Y0 zu finden. & Y0
(a)Platzieren Sie den Kantenfinder auf die Werkstückecke, die X0 und Y0 am nächsten liegt..
Hinweis: Der Durchmeßer der Sonde (kann Ihr Fräswerkzeug sein) muß nicht bekannt sein.
(b) Positionieren Sie die Sonde etwa 2,5 mm in das Eckloch und stellen Sie sicher,
daß die Sonde nicht den Rand der Bohrung oder das Werkstück berührt.
(c) Wählen Sie Funktion 1 und dann ENTER.
Die Sonde sucht nach den Kanten der Bohrung und berechnet die Mitte der Bohrung.
Das Kantenfinder-Loch befindet sich direkt über der Ecke von X0 und Y0.
Die Funktion setzt X & Y auf Null. Stellen Sie sicher, daß sich das Werkzeug über dem Kantenfinder befindet, bevor Sie entweder X oder Y bewegen.
(c) Rückgabewerte:b> Mitte der Bohrung = X0.000, Y0.000, Z=unverändert.
Zurück zum Seitenanfang
==================================
FCN 2
Find X-Min Edge; Set X=0
Hinweis: Diese Funktion fragt Sie, ob Sie zum Kantenfinder oder zum Werkstück messen.
Wenn das Werkstück das Ziel ist, muß es sich um ein leitfähiges Metall handeln und
ordnungsgemäß mit dem Sondenkreislauf verbunden sein.
Hinweis: Für diese Funktion müßen Sie eine Sonde mit einem bekannten Durchmeßer verwenden
Sie können entweder einen festen oder einen benutzerdefinierten Durchmeßer auswählen.
(a) Platzieren Sie den Kantenfinder auf die Werkstückecke, die X0 am nächsten liegt.
(b) Positionieren Sie die Sonde weniger als 25 mm von der X0-Kante und etwa 2,5 mm unter der Oberseite Ihres Ziels, stellen Sie sicher, daß die Sonde die Kante noch nicht berührt.
(c) Wählen Sie Funktion 2, wählen Sie den Werkzeugdurchmeßer, wählen Sie Kantenfinder oder Werkstück und
(d) dann ENTER.
Die Sonde sucht nach der X-Fläche des Ziels und berechnet die X0-Position.
Die Funktion setzt X auf Null. Stellen Sie sicher, daß sich das Werkzeug über dem Kantenfinder befindet, bevor Sie entweder X oder Y bewegen.
(e) Rückgabewerte: X = 0,000, Y & Z = unverändert.
Hinweis: Der maximale Suchabstand beträgt 25,4 mm
Zurück zum Seitenanfang
==================================
Hinweis: Diese Funktion fragt Sie, ob Sie zum Kantenfinder oder zum Werkstück ß.
Wenn das Werkstück das Ziel ist, muß es sich um ein leitfähiges Metall handeln und
ordnungsgemäß mit dem Sondenkreislauf verbunden sein.
Für diese Funktion müßen Sie eine Sonde mit einem bekannten Durchmeßer verwenden
Sie können entweder einen festen oder einen benutzerdefinierten Durchmeßer auswählen.
(a) Platzieren Sie den Kantenfinder auf die Werkstückecke, die Y0 am nächsten liegt.
(b) Positionieren Sie die Sonde weniger als 25 mm von der Y0-Kante und etwa 2,5 mm unter der Oberseite Ihres Ziels, stellen Sie sicher, daß die Sonde die Kante noch nicht berührt.
(c) Wählen Sie Funktion 3, wählen Sie den Werkzeugdurchmeßer, wählen Sie Kantenfinder oder Werkstück und
(d) dann ENTER.
Die Sonde sucht nach der Y-Fläche des Ziels und berechnet die Y0-Position.
Die Funktion setzt Y auf Null. Stellen Sie sicher, daß sich der Prüfpunkt über dem Kantenfinder befindet, bevor Sie entweder X oder Y bewegen.
(e) Rückgabewerte: Y = 0.000, X & unverändert. .
Hinweis: Der maximale Suchabstand beträgt 25,4 mm
Zurück zum Seitenanfang
==================================
FCN 4
X-max Kantenversatz zu X0
Hinweis: Diese Funktion fragt Sie, ob Sie zum Kantenfinder oder zum Werkstück ß.
Wenn das Werkstück das Ziel ist, muß es sich um ein leitfähiges Metall handeln und
ordnungsgemäß mit dem Sondenkreislauf verbunden sein.
Hinweis: Für diese Funktion müßen Sie eine Sonde mit einem bekannten Durchmeßer verwenden
Sie können entweder einen festen oder einen benutzerdefinierten Durchmeßer auswählen.
(a) Platzieren Sie den Kantenfinder auf der Werkstückecke, die X-Max am nächsten liegt.
(b) Positionieren Sie die Sonde weniger als 25 mm von der Xmax-Kante und etwa 2,5 mm unter der Oberseite Ihres Ziels, und stellen Sie sicher, daß die Sonde die Kante noch nicht berührt.
(c) Wählen Sie Funktion 4, wählen Sie den Werkzeugdurchmeßer, wählen Sie Kantenfinder oder Werkstück und
(d) dann ENTER.
Die Sonde sucht nach der X-Fläche des Ziels und berechnet die X-Max-Position.
Die Funktion zeigt X-Max an. Stellen Sie sicher, daß sich der Prüfpunkt über dem Kantenfinder befindet, bevor Sie entweder X oder Y bewegen.
(e) Rückgabewerte: Y & Z = unverändert. X-Max = Offset von X0.
Note: Hinweis: Der maximale Suchabstand beträgt 25,4 mm
Zurück zum Seitenanfang
==================================
FCN 5
Y-max Kantenversatz zu Y0
Hinweis: Diese Funktion fragt Sie, ob Sie zum Kantenfinder oder zum Werkstück ß.
Wenn das Werkstück das Ziel ist, muß es sich um ein leitfähiges Metall handeln und
ordnungsgemäß mit dem Sondenkreislauf verbunden sein.
Hinweis: Für diese Funktion müßen Sie eine Sonde mit einem bekannten Durchmeßer verwenden
Sie können entweder einen festen oder einen benutzerdefinierten Durchmeßer auswählen.
(a) Platzieren Sie den Kantenfinder auf der Werkstückecke, die Y-Max am nächsten liegt.
(b) Positionieren Sie die Sonde weniger als 25 mm von der Ymax-Kante und etwa 2,5 mm unter der Oberseite Ihres Ziels, und stellen Sie sicher, daß die Sonde die Kante noch nicht berührt.
(c) Wählen Sie Funktion 5, wählen Sie den Werkzeugdurchmeßer, wählen Sie Kantenfinder oder Werkstück und
(d) dann ENTER.
Die Sonde sucht nach der Y-Fläche des Ziels und berechnet die Y-Max-Position.
Die Funktion zeigt Y-Max an. Stellen Sie sicher, daß sich der Prüfpunkt über dem Kantenfinder befindet, bevor Sie entweder X oder Y bewegen.
(e) Rückgabewerte: X & Z = unverändert. Y-Max = Offset von Y0.
Note: Hinweis: Der maximale Suchabstand beträgt 25,4 mm
Zurück zum Seitenanfang
==================================
FCN 6
Z0 Werkstückoberfläche; setzt Z = 0
Hinweis: Diese Funktion fragt Sie, ob Sie zum Kantenfinder oder zum Werkstück ß.
Wenn das Werkstück das Ziel ist, muß es sich um ein leitfähiges Metall handeln und
ordnungsgemäß mit dem Sondenkreislauf verbunden sein.
(a) Platzieren Sie den Kantenfinder an der Werkstückecke, die X & Y Null am nächsten liegt.
(b) Positionieren Sie die Sonde weniger als 25 mm)
von der Oberseite entfernt und stellen Sie sicher, daß die Sonde die Oberfläckr nicht berührt.
(c) Wählen Sie Funktion 6, wählen Sie den Werkzeugdurchmeßer, wählen Sie Kantenfinder oder Werkstück und
(d) dann ENTER.
Die Sonde sucht nach der Z-Oberfläche des Ziels und berechnet die Z0-Position.
Stellen Sie sicher, daß sich der Prüfpunkt über dem Kantenfinder befindet, bevor Sie entweder X oder Y verschieben.
(e) Rückgabewerte: X & Y = unverändert. Z= 0,000 der Oberfläche.
Hinweis: Der maximale Suchabstand beträgt 25,4 mm
Zurück zum Seitenanfang
==================================
FCN 7
Z0, X0, Y0 Werkstücknullpunkt, setzt XYZ = 0/span>
Funktion 7 ist das manuelle Setup für das Finden von X Y & Z.
Zu den Optionen gehört entweder die Verwendung des Kantenfinders oder des Werkstücks.
Der Werkzeugdurchmeßer muß bekannt sein, Sie können einen der Standarddurchmeßer auswählen oder einen benutzerdefinierten Werkzeugdurchmeßer eingeben.
(a) Platzieren Sie den Kantenfinder über der Werkstückecke in der Nähe von X0 und Y0.
(b) Positionieren Sie die Sonde über dem Kantenfinder, vermeiden Sie die Löcher im Kantenfinder und stellen Sie sicher, daß die Sonde den Kantenfinder oder das Werkstück noch nicht berührt.
Hinweis: Die Sonde sollte weniger als 20 mm von der Z-, X- und Y-Ecke entfernt sein.
(c) Wählen Sie Funktion 7 und dann ENTER aus.
(d) Wählen Sie entweder die Option Werkstück oder Kantenfinder und dann die EINGABETASTE.
(e) Wählen Sie den richtigen Sondendurchmeßer und dann ENTER aus.
(f) Wählen Sie den Offset für Z-Null und dann ENTER aus..
Die Sonde lokalisiert zuerst die obere Oberfläche und setzt Z-Null. Danach werden die X-Fläche und die Y-Fläche ermittelt und sowohl X als auch Y auf Werkstück Null gesetzt.
Stellen Sie sicher, daß sich das Werkzeug in einer sicheren Höhe befindet, bevor Sie X oder Y bewegen.
(g) Rückgabewerte: Werkstück X0=0.000, Y0=0.000, Z0=0.000.
Zurück zum Seitenanfang
==================================
FCN 8
& 80x: Z0, X0, Y0 mit Kantenfinderloch; setzt XYZ = 0
Funktion 8 verwendet das kleine Eckenloch des Kantenfinders, um die Werkstückecke X0, Y0 zu finden.
Z0 = Oberseite des Kantenmeßers..
Rückgabewerte: Werkstück X0=0.000, Y0=0.000, Z0=entsprechend dem gewählten Offset (Z_TOP1 oder Z_Top2) desKantenfinder.
Zifferndefinitionen für Funktion 8xx
(b) Zweite Ziffer: Wählt Z-Null-Offset aus.
0 = Standard = Option 1
1 = Standard Z0= Berührungstiefe (Oberseite des Werkzeuges)
2 = Standard Z0= Berührungstiefe minus Z_TOP1 (3,71 mm)
3 = Standard Z0= Berührungstiefe minus Z_TOP2 (6,35 mm)
(c) Dritte Ziffer: Wählt das für die Meßung zu verwendende Loch aus:
0 = Standardloch = Option 1
1 = Kleines Eckloch.
2 = Großes Loch.
Rückgabewerte: Werkstück X0=0.000, Y0=0.000, Z0=entsprechend dem gewähten Offset des Kantenmeßers.
Wenn Sie Ihre in der HiddenScript eingestellten bevorzugten Standartwerte verwenden, müßen Sie nur einen Befehl eingeben, um X0, & X0 zu finden.
(a) Platzieren Sie den Kantenfinder eng an der X0 Y0 Werkstückecke.
(b) (b) Positionieren Sie die Sonde ungefähr zentriert über der Kantenfinder-Eckbohrung und stellen Sie sicher,
daß die Sonde den Kantenfinder oder das Werkstück noch nicht berührt.
Die Sonde sollte weniger als 20mm über dem Kantenfinder und nicht unter der Oberfläche sein.
(c) Wählen Sie die gewünschte Funktion 8 oder 8xx und dann ENTER. Der Vorgang beginnt sofort.
Die Sonde wird:
(1) ein wenig heben, sich auf eine Seite bewegen (plus X), die obere Oberfläche lokalisieren und Z-Null setzen,
(2) kehrt zum Loch zurück und senkt sich in das Loch etwa 2,5 mm ab und ermittelt die X- und Y-Lochmitte,
(3) und schließlich wird sowohl X als auch Y auf Werkstück Null gesetzt.
Stellen Sie sicher, daß sich die Sonde in einer sicheren Höhe befindet, bevor Sie X oder Y bewegen.
Zurück zum Seitenanfang
==================================
FCN 11
X0 / Y0 mit Loch im Kantenfinder; setzt X & Y nicht auf 0
Diese Routine ist wie FCN 1, verwendet das Kantenfinderloch um die Werkstückecke X0 und Y0 zu finden.
(a) Platzieren Sie den Kantenfinder an die Werkstückecke, die X0 und Y0 am nächsten liegt.
Hinweis: Der Durchmeßer der Sonde muß nicht bekannt sein.
(b) PPositionieren Sie die Sonde etwa 2,5 mm in das Eckloch und stellen Sie sicher, daß die Sonde noch nicht den Rand der Bohrung oder das Werkstück berührt.
(c) ählen Sie Funktion 11 und dann ENTER.
Die Sonde sucht nach den Kanten der Bohrung und berechnet die Mitte der Bohrung. Das Kantenfinder-Loch befindet sich direkt über der Ecke von X0 und Y0.
Die Funktion setzt X & Y auf Null. Stellen Sie sicher, daß sich der Prüfpunkt über dem Kantenfinder befindet, bevor Sie X oder Y bewegen.
(c) Rückgabewerte: Mitte der Bohrung = Versatz von X0 und Y0, Z = unverändert.
Zurück zum Seitenanfang
==================================
FCN 12
X-Min Kantenversatz von X0 (kein Nullen von X)
Note:
Sie zum Kantenfinder oder zum Werkstück ß. Wenn das Werkstück das Ziel ist,
muß es sich um ein leitfähiges Metall handeln und ordnungsgemäß mit dem Sondenkreislauf verbunden sein.
Hinweis: Für diese Funktion müßen Sie eine Sonde mit einem bekannten Durchmeßer verwenden Sie können entweder einen festen oder einen benutzerdefinierten Durchmeßer auswählen.
(a) Platzieren Sie den Kantenfinder auf der Werkstückecke, die X0 am nächsten liegt.
(b) Positionieren Sie die Sonde weniger als 25 mm von der X0-Kante und etwa 2,5 mm unter der Oberseite Ihres Ziels, um sicherzustellen, daß die Sonde die Kante nicht berührt.
(c) Wählen Sie Funktion 12, wählen Sie Werkzeugdurchmeßer, wählen Sie Kantenfinder oder Werkstück und
(d) dann ENTER.
Die Sonde sucht nach der X-Oberfläche des Ziels und berechnet die X0-Position.
Die Funktion setzt X auf Null. Stellen Sie sicher, daß sich das Werkzeug über dem Kantenfinder befindet, bevor Sie X oder Y bewegen.
(e) Rückgabewerte: X = Offset von X0; Y& Z = unverändert.
Hinweis: Der maximale Suchabstand beträgt 25,4 mm
Zurück zum Seitenanfang
==================================
FCN 13
Y-Min Kantenversatz von Y0 (kein Nullen von Y)
Hinweis: Diese Funktion fragt Sie, ob Sie zum Kantenfinder oder zum Werkstück ß.
Wenn das Werkstück das Ziel ist, muß es sich um ein leitfähiges Metall handeln und
ordnungsgemäß mit dem Sondenkreislauf verbunden sein.
Hinweis: Für diese Funktion müßen Sie eine Sonde mit einem bekannten Durchmeßer verwenden.
Sie können entweder einen festen oder einen benutzerdefinierten Durchmeßer auswählen.
(a) Platzieren Sie den Kantenfinder an der Werkstückecke, die Y0 am nächsten liegt.
(b) Positionieren Sie die Sonde weniger als 25 mm von der Y0-Kante und etwa 2,5 mm unter der Oberseite Ihres Ziels,
und stellen Sie sicher, daß die Sonde die Kante nicht berührt.
(c) Wählen Sie Funktion 13, wählen Sie Werkzeugdurchmeßer, wählen Sie Kantenfinder oder Werkstück und
(d) dann ENTER.
Die Sonde sucht nach der Y-Oberfläche des Ziels und berechnet die Y0-Position.
Die Funktion setzt Y auf Null. Stellen Sie sicher, daß sich der Prüfpunkt über dem Kantenfinder befindet, bevor Sie entweder X oder Y verschieben.
(e) Rückgabewerte: Y = Offset from Y0, & Z = unverändert.
Hinweis: Der maximale Suchabstand beträgt 25,4 mm
Zurück zum Seitenanfang
==================================
FCN 14
X-Max Kante; setzt Xmax = 0
Note:
Hinweis: Diese Funktion fragt Sie, ob Sie zum Kantenfinder oder zum Werkstück ß.
Wenn das Werkstück das Ziel ist, muß es sich um ein leitfähiges Metall handeln und ordnungsgemäß mit dem Sondenkreislauf verbunden sein.
Diese Sonderfunktion wird verwendet wenn der Werkstücknullpunkt an der obren Seite liegen soll. (z.B. wie bei SheetCam auswählbar).
Hinweis: Für diese Funktion müßen Sie eine Sonde mit einem bekannten Durchmeßer verwenden.
Sie können entweder einen festen oder einen benutzerdefinierten Durchmeßer auswählen.
(a) Platzieren Sie den Kantenfinder auf der Werkstückecke, die X-Max am nächsten liegt.
(b) Positionieren Sie die Sonde weniger als 25 mm von der X0-Kante und etwa 2,5 mm unter der Oberseite Ihres Ziels, stellen Sie sicher, daß die Sonde die Kante noch nicht berührt.
(c) Wählen Sie Funktion 14, wählen Sie Werkzeugdurchmeßer, wählen Sie Kantenfinder oder Werkstück und
(d) dann ENTER.
Die Sonde sucht nach der X-Fläche des Ziels und berechnet die X-Max-Position.
Stellen Sie sicher, daß sich der Prüfpunkt über dDie Funktion zeigt X-Max an.em Kantenfinder befindet, bevor Sie entweder X oder Y bewegen.
(e) Rückgabewerte: X-Max = 0,000, Y & Z = unverändert.
Hinweis: Der maximale Suchabstand beträgt 25,4 mm
Zurück zum Seitenanfang
==================================
FCN 15
Y-Max Kante; setzt Ymax = 0
Note:
Hinweis: Diese Funktion fragt Sie, ob Sie zum Kantenfinder oder zum Werkstück ß.
Wenn das Werkstück das Ziel ist, muß es sich um ein leitfähiges Metall handeln und ordnungsgemäß mit dem Sondenkreislauf verbunden sein.
Diese Sonderfunktion wird verwendet wenn der Werkstücknullpunkt an der obren Seite liegen soll. (z.B. wie bei SheetCam auswählbar).
Hinweis: Für diese Funktion müßen Sie eine Sonde mit einem bekannten Durchmeßer verwenden.
Sie können entweder einen festen oder einen benutzerdefinierten Durchmeßer auswählen.
(a) Platzieren Sie den Kantenfinder auf der Werkstückecke, die Y-Max am nächsten liegt.
(b) Positionieren Sie die Sonde weniger als 25 mm von der X0-Kante und etwa 2,5 mm unter der Oberseite Ihres Ziels, stellen Sie sicher, daß die Sonde die Kante noch nicht berührt.
(c) Wählen Sie Funktion 15, wählen Sie Werkzeugdurchmeßer, wählen Sie Kantenfinder oder Werkstück und
(d) dann ENTER.
Die Sonde sucht nach der Y-Fläche des Ziels und berechnet die Y-Max-Position.
Stellen Sie sicher, daß sich der Prüfpunkt über dDie Funktion zeigt Y-Max an.em Kantenfinder befindet, bevor Sie entweder X oder Y bewegen.
(e) Rückgabewerte: Y-Max = 0.000, X & Z = unverändert.
Hinweis: Der maximale Suchabstand beträgt 25,4 mm
Zurück zum Seitenanfang
==================================
FCN16
Z0 Oberfläche; setzt Z = 0
Note:
Hinweis: Diese Funktion fragt Sie, ob Sie zum Kantenfinder oder zum Werkstück ß.
Wenn das Werkstück das Ziel ist, muß es sich um ein leitfähiges Metall handeln und
ordnungsgemäß mit dem Sondenkreislauf verbunden sein.
(a) Hinweis: Diese Funktion fragt Sie, ob Sie zum Kantenfinder oder zum Werkstück ß.
Wenn das Werkstück das Ziel ist, muß es sich um ein leitfähiges Metall handeln und
ordnungsgemäß mit dem Sondenkreislauf verbunden sein.
(b) Positionieren Sie die Sonde weniger als 25 mm von der Oberseite entfernt und stellen Sie sicher, daß die Sonde die Oberfläche noch nicht berührt.
(c) Wählen Sie Funktion 16.
(d) Wählen Sie Kantenfinder oder Werkstück aus und dann Enter.
Die Sonde sucht nach der Z-Oberfläche des Ziels und berechnet die Z0-Position.
Stellen Sie sicher, daß sich der Prüfpunkt über dem Kantenfinder befindet, bevor Sie X oder Y bewegen.
(e) Rückgabewerte: Z = Flächenversatz von Z0; X & Y = unverändert.
Achtung: Die Sonde wird die Oberfläche berühren.
Fahren Sie die Z-Achse nach oben, bevor Sie X oder Y bewegen..
Zurück zum Seitenanfang
==================================
FCN 17
hnellsuche Z0, X0, Y0 zum Werkstück; XYZ = 0 setzen
Diese Routine findet die Werkstückecke Z, X & Y mit Ihren Standardeinstellungen. & X0.
Wenn Sie Ihre bevorzugten Einstellungen verwenden, müßen Sie nur einen Befehl eingeben, um X0, Y0 und X0 zu finden.
Hinweis: Das Werkstück muß leitfähig und mit dem Taststromkreis verbunden sein.
(a) Positionieren Sie die Sonde über der Werkstückecke, die X0 und Y0 am nächsten liegt.
Die Sonde sollte weniger als 20mm von der Z-,X- und Y-Ecke entfernt sein.
(b) Wählen Sie Funktion 17 und dann ENTER. Der Vorgang beginnt sofort..
Die Sonde lokalisiert zuerst die obere Oberfläche und setzt Z-Null. Danach findet es die X-Fläche und die Y-Fläche und setzt sowohl X als auch Y auf Werkstück Null.
Stellen Sie sicher, daß sich das Werzeug in einer sicheren Höhe befindet, bevor Sie X oder Y bewegen.
(c) Rückgabewerte: Werkstück X0=0.000, Y0=0.000, Z0=0.000.
Zurück zum Seitenanfang
==================================
FCN 27
Schnellsuche Z0, X0, Y0 zum Kantenfinder; XYZ=0 setzen
Diese Routine verwendet den Kantenfinder und Ihre Standardeinstellungen, um die Werkstückecke Z0, X0 & Y0 zu finden.
Wenn Sie Ihre bevorzugten Einstellungen verwenden, müßen Sie nur einen Befehl eingeben, um X0, Y0 und X0 zu finden.
Hinweis: Der Kantenfinder muß mit dem Taststromkreis verbunden sein..
(a) Platzieren Sie den Kantenfinder eng an der X0 Y0 Werkstückecke.
(b) Positionieren Sie die Sonde über dem Kantenfinder, vermeiden Sie die Löcher im Kantenfinder
und stellen Sie sicher, daß die Sonde den Kantenfinder nicht berührt. Die Sonde sollte weniger als 20mm von der Z-, X- und Y-Ecke entfernt sein.
(c) Wählen Sie Funktion 27 und dann ENTER. Der Vorgang beginnt sofort.
Die Sonde lokalisiert zuerst Z0-Oberfläche und setzt Z-Null. Danachfindet es die X-Oberfläche und die Y-Oberfläche und setzt sowohl X als auch Y auf Werkstück Null.
(d) Rückgabewerte: Werkstück X0=0,000, Y0=0,000, Z0=0,000..
Zurück zum Seitenanfang
==================================
FCN 37
Schnellsuche Z0, X0, Y0 mit Kantenfinderloch; XYZ = 0
Diese Routine verwendet das Kantenfinder-Eckenloch und Ihre Standardeinstellungen,
um die Werkstückecke Z0, X0 und Y0 zu finden.
Wenn Sie Ihre bevorzugten Einstellungen verwenden, müßen Sie nur einen Befehl eingeben, um X0, Y0 und Z0 zu finden.
(a) Platzieren Sie den Kantenfinder eng an der X0 Y0 Werkstückecke.
(b) Positionieren Sie die Sonde ungefähr zentriert über der Kantenfinder-Eckbohrung und stellen Sie sicher,
daß die Sonde den Kantenfinder oder das Werkstück noch nicht berührt.
Die Sonde sollte weniger als 20mm über dem Kantenfinder und nicht unter der Oberfläche sein.
(c) Wählen Sie Funktion 37 und dann ENTER. Der Vorgang beginnt sofort.
Die Sonde bewegt sich zuerst in Richtung X+, lokalisiert die obere Oberfläche und setzt Z-Null.
Danach steigt sie etwa 0,1 Zoll (2,5 mm) in das Loch ab und findet die X- und Y-Lochmitte und setzt sowohl X als auch Y auf Werkstück Null.
Stellen Sie sicher, daß sich das Werkteug in einer sicheren Höhe befindet, bevor Sie X oder Y bewegen.
(d) Rückgabewerte: Werkstück X0=0,000, Y0=0,000, Z0=0,000.
Zurück zum Seitenanfang
==================================
FCN 99
Dreistellige (100-833) Ein-Schritt-Einstellungen und abnullen
Durch die Verwendung einer dreistelligen Zahl ist es möglich, alle möglichen Kantenfindungskombinationen auszuwählen.
Ein oder zwei Kombinationen werden sich als am besten für Ihre Bedürfniße heraußtellen.
Zurück zum Seitenanfang
Hinweis: Der Befehl wird unmittelbar nach Eingabe von Enter ausgeführt
Definitionen der Ziffern::
(a) Erste Ziffer: Erste Ziffer: Bereich: 1 bis 8; Gleicher Zweck wie die in den obigen Kapiteln aufgeführten einstelligen Funktionen.
(b) Zweite Ziffer: Offsets der Tastfläche: Bereich 0 bis 3:
0 = Standardfläche = Option 1)
1 = Direkt auf Werkstückoberfläche, kein Offset
2 = mit Kantenfinder kleiner Offset (3.81 mm)
3 = mit Kantenfinder großer Offsete (6.35 mm)
4-9 = Standart Offset
(c) Dritte Ziffer: Werkzeug-/Sondendurchmeßer Auswählen: Bereich 0 bis 3:
0 = Standardwerkzeug = Option #2
1 = Werkzeug #1 (kleinstes)
2 = Werkzeug #2 (mittleres, Standard)
3 = Werkzeug #3 (größtes)
4-9 = Standardwerkzeug
(d) Verwendung: Um die Ecke Z0, X0, Y0 zu finden
Können Sie die Funktion 8 verwendung ; erste Ziffer "8" eingeben
bei Verwendung des Kantenfinders geben Sie die Ziffer "2" ein.
Um das größere Werkzeug für den Messvorgang zu verwenden, geben Sie die Ziffer "3" ein.
Der resultierende Wert 823 wählt Funktion 2, den Kantenfinder und das großformatige Werkzeug aus.
Hinweis: Der Wert 723 würde das Gleiche bewirken, außer dass er die äußeren X- und Y-Flächen des Kantentasters anstelle der Bohrung verwenden würde.
Der Wert 713 würde die Z0, X0 und Y0 des Werkstücks direkt finden (vorausgesetzt, das Werkstück ist aus Metall).
(e) Die vollständige Funktionsweise der verschiedenen Funktionen wird in den obigen Kapiteln erörtert.
(f) Die Standardwerte sind veränderbar, der Prozeß erfordert jedoch nur minimale BASIC-Kenntniße. Es ist kein Compiler oder spezielle Tools erforderlich.
Alles, was benötigt wird, ist in Mach3 unter Operator/Edit Button Script integriert. (Wenn Sie ein Textdokument lesen, tippen, öffnen und speichern können, können Sie dies hier auch verändern.)
(g) FCN-8xx hat spezielle Regeln.
FCN-8 erfordert die Verwendung eines Kantenfinders mit einem Loch darin..
Definitionen der Ziffern: für Funktion 800:
- Zweite Ziffer: Wählt Z-Null-Offset aus. Wie oben.Same as above.
0 = Voreinstellung = Option 1
1 = Z0 direkt zur Werkstückoberfläche (Achtung: ms muß ein Loch im Kantenfinder sein)
2 = Z0 Berührungstiefe minus Z_TOP1 (3,71 mm) (Kantenfinder an die Ecke des Werkstücks))
3 = Z0 Berührungstiefe minus Z_TOP2 (6,35 mm) (Kantenfinder auf dem Werkstücks
- Dritte Ziffer: Wählt die für die Meßung zu verwendende Bohrung aus:
0 = Standardbohrung = Option 1
1 = Kleine Eckbohrung.
2 = Großes Loch mit Offset(12.7mm).
==================================